Our client approached us due to a need to increase their productivity and output of their modular and mobile pre‐manufactured homes. We provided this client with a current, future, and ideal value steam map of their facilities activities. The Value Stream Maps showed the flow of material from dock to dock which allowed for the analysis of all the steps involved. DSI was able to implement many improvements without any capital expenditures required from the client.
Objectives
Current State, Future State, and Ideal State Value Stream Maps
Maps allow for identification of improvement opportunities
Kaizen Journal listing all continuous improvement action items
Yamazumi charts to balance operations under Takt time
Week‐long workshop to review the implementation plan presented by DSI
“Bottom Line” Results
22% Productivity Improvement
By implementing all DSI’s suggestions and changes to the current manufacturing process, increasing the number of homes produced from 7 per day to 9 per day
218 of Minutes of Work Saved
Per unit, which led to an increase in units produced per day
12% Reduction in Leadtime
DSI was able to cut the dock-to-dock lead time from 2.4 days to 2.1 days per unit
Elimination of Overtime
Was a major goal that was achieved as a result of eliminating non-value-added steps and work, allowing for increased productivity.
A custom metal processing company had a maintenance issue and turned to DSI for help. They needed assistance with creating a comprehensive preventive maintenance program for their manufacturing equipment. Additionally, the customer needed a central location to identify, record and schedule preventive maintenance for the identified machines. The overall goal was to create a maintenance program that keeps the production equipment functioning at a maintainable level.
Approach
The DSI team took a phased based approach that was planned out and agreed upon before arriving on site. The target equipment was the four (4) manufacturing lines and the associated equipment. Because of the limited data available, the DSI team utilized Reliability Centered Maintenance (RCM) concepts, OEM recommendations, and a history of similar equipment to create the maintenance program. The DSI team delivered both electronic and physical maintenance documentation where all tasks could be recorded and stored in one central location. The final step was to provide the necessary training on how to use the newly developed maintenance tasking manuals and schedules.
“Bottom Line” Results
DSI’s Team created a recurring maintenance schedule for production equipment and components on all four (4) of the manufacturing lines.
The DSI Team provided a centralized repository to house all of the maintenance records and validation of the completed tasks.
DSI was able to supply the necessary preventive maintenance documentation and training without any impact to production.
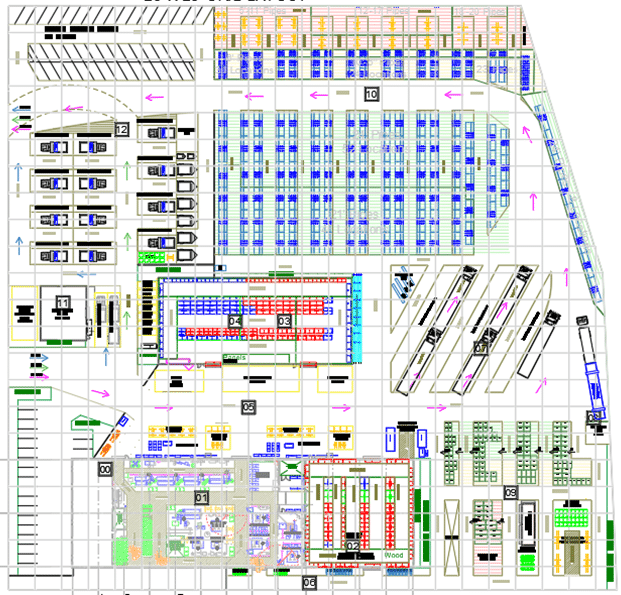
Our Process Optimization Team was engaged as a partner and extension to our client’s team to identify process issues and improve material flow of site and entire facility to reduce the headcount, improve material handling efficiencies as well as improve site safety. The team optimized the facility layout to support business growth for the next 5 years with additional production and storage capacity.
PROJECT WINS
Optimized facility layout and flow to increase capacity and meet future sales growth.
Redesigned the internal warehouse to optimize storage space and increase pallet storage capacity by 50%.
Redesigned the 200K+ Sq. Ft. yard to improve storage and material flow, reduce congestion as well as increase safety.
Improved picking and material handling efficiencies.
Identified aged (potentially obsolete) materials.
Worked with the IT system providers to ensure the system supported the new material flow processes.
BOTTOM-LINE RESULTS:
50% improvement on pallet storage
30% improvement on manufacturing capacity
One way traffic flow to improve safety and reduce truck turnaround time
Don’t be Caught Off Guard and Risk Unplanned Downtime
Health Assessments of your manufacturing systems including conveyors, process tooling and other equipment can be one of the best investments you make to minimize lost production and the costs associated with catastrophic failures. It can literally pay for itself many times over by allowing you to anticipate failures and plan remediation rather than react to it. Design Systems teams of trained engineering specialists can quickly assess your plant equipment for potential failures with no disruption to your production.
Real-World Applications
Assists shifting from reactive maintenance to predictive maintenance.
Decreased unplanned downtime and risk of unplanned maintenance.
Reduce repair costs.
Assessments are the first step in establishing a preventative maintenance program or optimizing an existing maintenance program.
The DSI Advantage
We have a specialized team that have conducted numerous health assessments on process equipment in different manufacturing and production facilities. Our equipment health assessments are completely unbiased, objective and independent. Since we do not sell any equipment, parts or maintenance our customers can have confidence in our findings. The final report we provide to you is easy to use by facility maintenance, engineering and management.
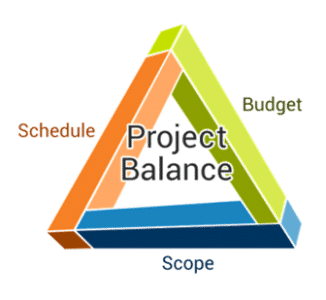
Delivering Projects On Budget, On Target, On Time….Every Time!
Controlling The Triple Constraint Triangle
“I want it Good, Fast and Cheap.” In response you likely have also heard “I can give you any two of those.”
Helping the customer understand and find the balance between these seemingly diametrically opposed constraints is the responsibility of Program Management. Checks and balances of these variables is constantly monitored and opportunities for improvement are identified.
Strategic Resources Team – Tailored To Your Project Strategy
Our Program Managers understand manufacturing and have broad knowledge and diverse skills. We identify needs to ensure that every area of the plan is covered and avoid unexpected complications and cost over-runs. Project success requires having the right subject matter experts and engineers. Our large staff allows us to draw from a pool of well qualified individuals.
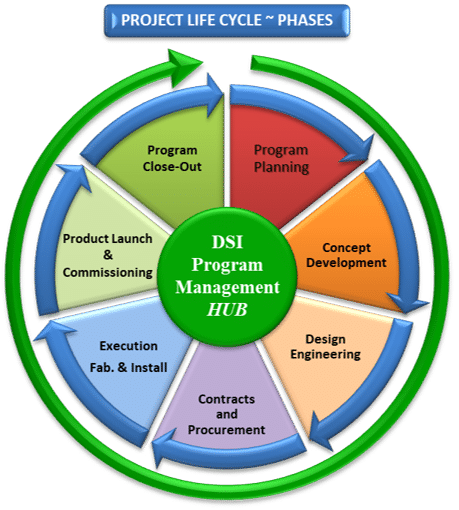
Concept Through Commission
Program Management Services has been at our core since DSI’s inception in 1983. Through this time very robust tools and procedures have been developed for each program phase. Project phases may require more / less resources with differing skill sets. Having qualified personnel assures the transition from phase to phase continues seamlessly.
Industries Served
Program Management has been provided for Aerospace, Appliances, Defense, E-Commerce, Food & Beverage, Foundry, Heavy Equipment, Motor Vehicles, Paper, Parcel Handling, Pharmaceutical, Textile, Tire & Rubber and many others.
We Have Been Providing Our Cumulative & Progressive Application of Program Management Control Techniques For Decades With Proven Track Record.
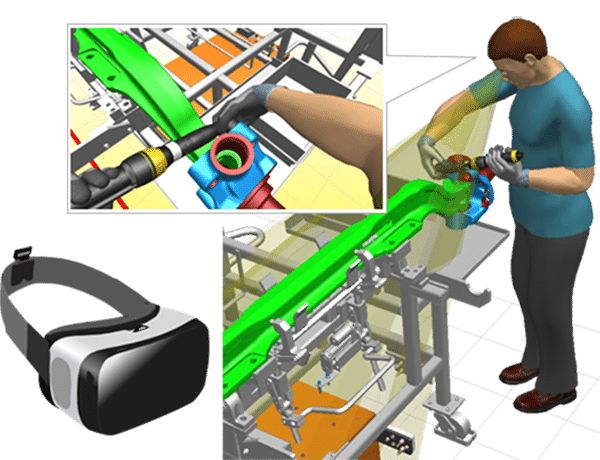
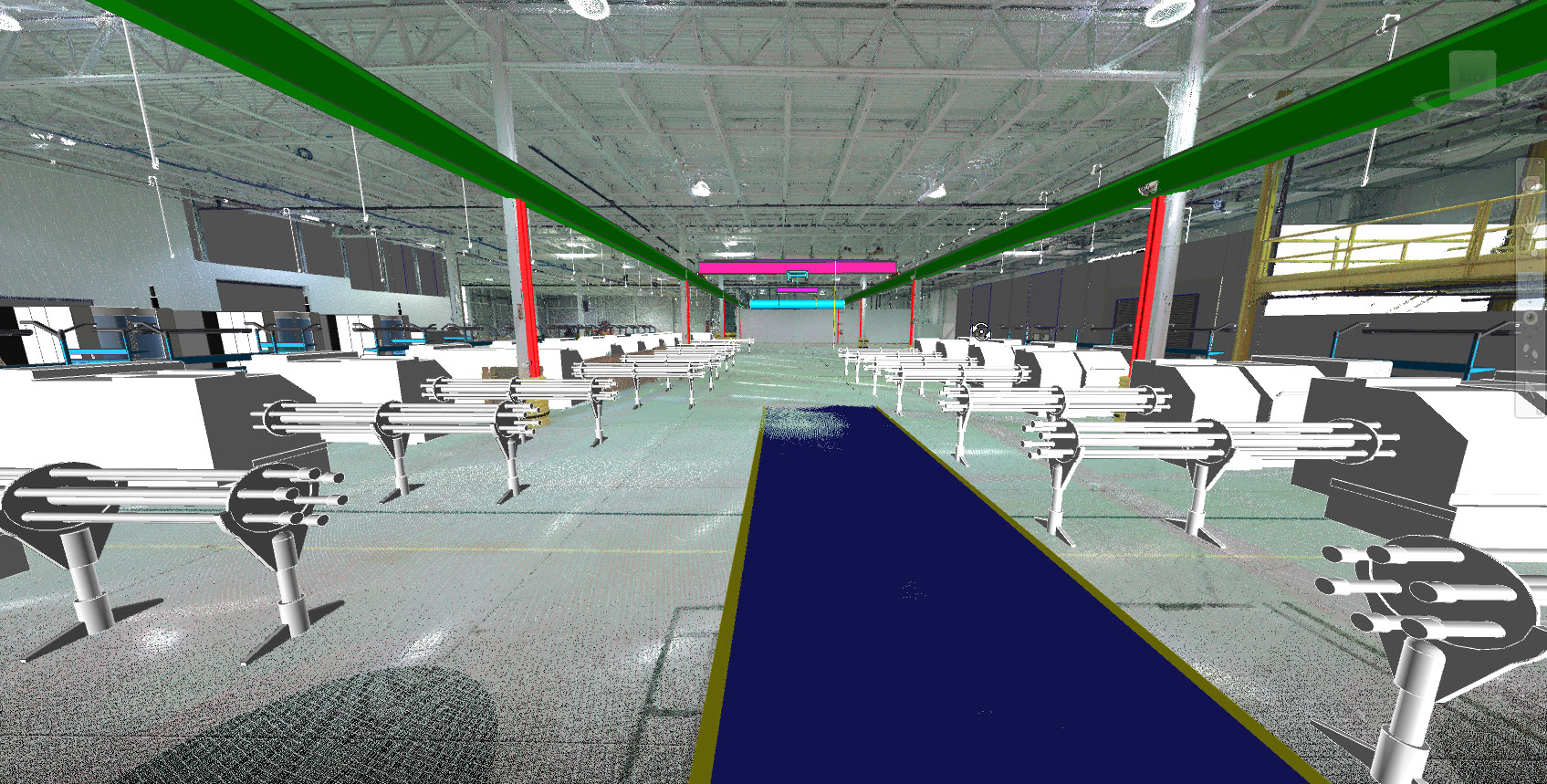
The ability to visualize the dynamics of workstations and assess their efficiency in terms of cycle time and layout design is a critical component of Process Simulation and engineering. Integrating 2D and 3D Resources as well as human models in a virtual environment and simulating work assignments provides a unique advantage to visualize non-value added activities and man-machine interaction. Process Simulation also allows for the virtual verification and assessment of product assembly sequences and product-plant interferences, leading to accurate and timely virtual evaluations of manufacturing and assembly facility design and production.
Real-World Applications
Transfer Systems, Conveyor Systems, Assembly Sequence, Fixtures, Pallets, Robots
Static Work Stations, Kit Cells, Machine Load Stations
Dynamic Assembly Lines with Conveyors, Carriers, AGVs
Operator’s Point of View Analysis and Station Buy-offs Using VR/AR Application
The DSI Advantage
Determine if modifications to manual and automated stations will affect cycle time
Animated representation of your system to detect any interferences
Ability to test “what if?” scenarios
Design station platform heights to suit your environment requirements
MODAPTS IE time integration and man-machine interaction
2D/3D layout / BIM integration and exporting capabilities
Point cloud integration
Line optimization by simulation to determine bottlenecks
Ergonomics and golden zone analysis for population anthropometry
Virtual safety risk assessment utilizing virtual / augmented reality technology and 3D station buy-offs prior to capital expenditures
The future of manufacturing is Industry 4.0. Many companies are struggling to define what that means to their specific operations. Design Systems, Inc. can leverage our decades of experience in manufacturing and supply chain engineering to create a technology and operational roadmap to achieve desired goals for the Manufacturing Digital Twin.
Logistics / Supply Chain Management Company – Redford, MI
OVERVIEW
A Logistics / Supply chain management company had a problem and turned to Design Systems, Inc. for help. They needed assistance with creating an optimized facility that included optimal storage locations based on daily usage and delivery frequencies and also maintain their current manpower counts. They also needed help with determining areas of congestion and seeking opportunities for LEAN processes to increase throughput and minimize operator walk time in the facility.
APPROACH
Our team took a phase based approach that was planned out and agreed upon before arriving onsite. The objective was to create a baseline assessment of current dock and storage capacity levels and verify manpower requirements. Using the data provided by the customer, the DSI team was able to create the baseline requirements and a PFEP to drive the future state improvements for efficiency. Phase two took the findings from phase one and worked with the customer to develop the future state layout that optimized floor space and the business units footprint while increasing throughput without increasing manpower.
Our Process Optimization Team was engaged as a partner and extension to the customer team to identify and improve efficiencies through facility consolidations, manufacturing process and material flow improvements.
GOALS AND OBJECTIVES
Redesigned production layouts to optimize space utilization.
Perform dock analysis to determine optimal receiving dock locations.
Instrumental in centralization of production and consolidation of three facilities.
Incorporated sub-assembly cells for insourced work.
Optimized production using lean principles to increase throughput.
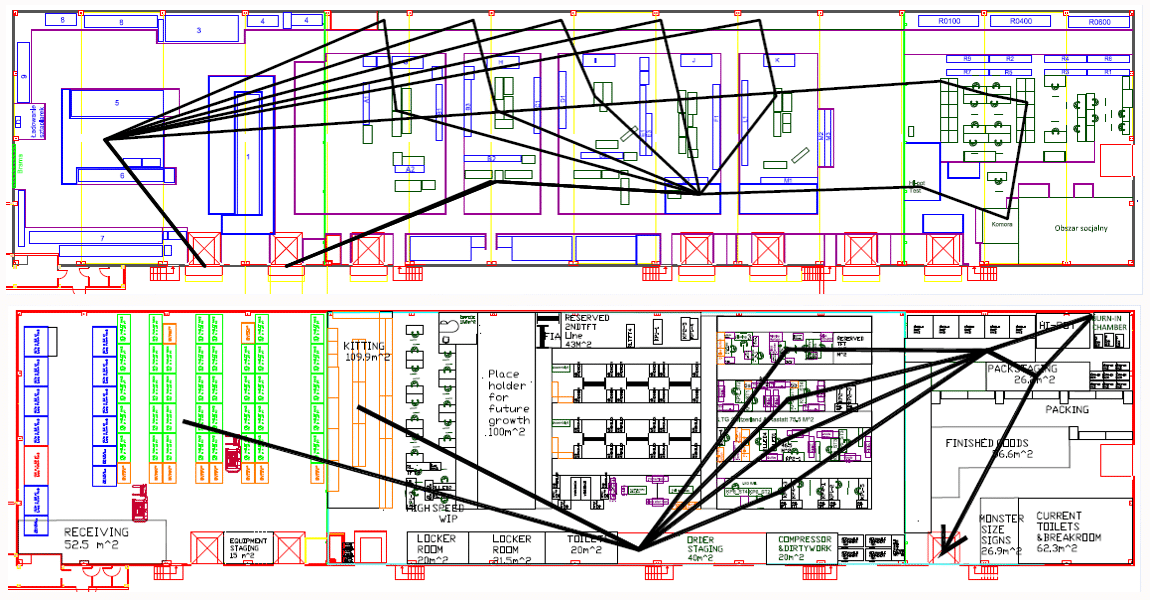
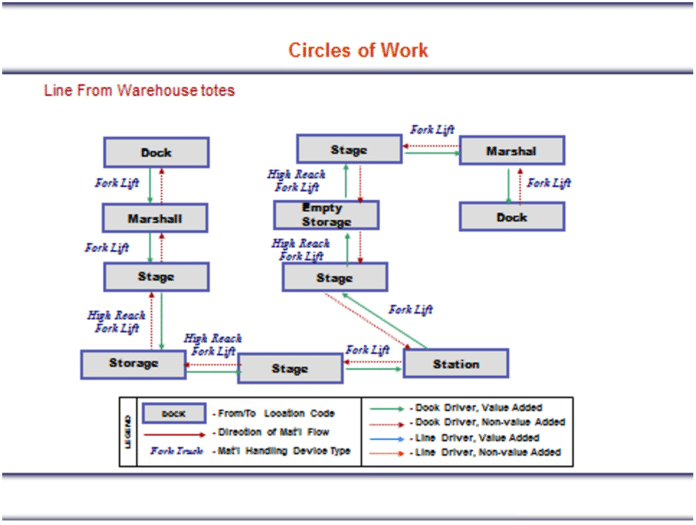
A large Detroit, Michigan based automotive parts supplier was tasked with relocating line side sequencing cells to an offline area in order to reduce the amount of material displayed next to the production line.
After establishing the sequencing cell locations, a fork lift free material delivery plan was to be developed to transport the racks of sequenced parts from the sequencing cells to line side. Design Systems, Inc. developed a facility layout that supports the relocation of the sequencing cells with a dock, material flow, and storage analysis.
GOALS AND OBJECTIVES
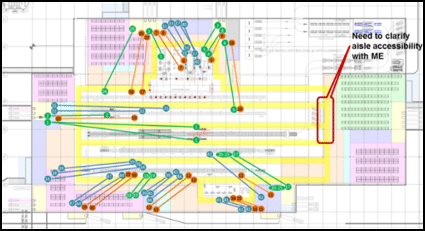
Conduct circle of work assessment of new process to understand material flow within the facility.
Perform dock analysis to determine optimal receiving dock locations.
Analyze storage space to identify alternative layouts for racking locations.
Develop block and detailed layouts of the facility including offline sequencing cells, storage, and docks.
Perform labor utilization analysis based on material flow findings.
Make high level organizational structure recommendations.
BOTTOM-LINE RESULTS:
Three layout proposals of the facility with varying forklift methods
10% reduction of operators per shift
$750,000 saved in head count annually
$300,000 saved per year from elimination of different sequencing operations while maintaining or improving efficiency
Improved overall morale and productivity through identification of organizational concerns
Material Flow Engineering is the process of engineering, analyzing, optimizing, and defining the Physical Part Routing for every unique part. We see it as the movement of materials or parts within the manufacturing facility. We can handle the flow of the product or process from dockside to lineside.
Real-World Applications
Plan for Every Part (PFEP)
Visibility into disparate parts data, bringing it together in one place.
Containerization
Tailor package, container, rack design to meet your budget and functionality requirements
Material Delivery
Ensure materials and parts delivered to the worker use the most efficient route and reduce congestion.
Optimize delivery routes
Ensure your facility has the right ‘vehicle’ to transport material from receiving at dockside to placement its final destination.
The DSI Advantage
We work with our clients to determine which of our material flow services are best suited to your facilities needs. We give you the results that are required for your facility. We tailor our real-world applications to your facility.
DSI has performed a yearly health assessment at this automotive manufacturer for the past few years. This year presented a new challenge as the client’s facility now produces a vehicle that is heavier than their systems are rated for. The client’s main concern is the additional wear and strain this vehicle is causing. The inspection teams still performed a typical mechanical assessment while placing more focus on observing and documenting abnormal conditions that their maintenance personnel may not be finding.
APPROACH / GOALS / OBJECTIVES
The inspection teams documented a total of 440 reportable issues with the client’s conveyors. 41% of the items reported in the inspection report required immediate or near-term remediation. Nineteen critical issues were found during the inspections that required immediate notification and attention of the client’s maintenance department.
Some of these critical issues were known by the client which validated their observations. The other critical issues were unknown to the client, so they were appreciative to learn of these issues as soon as they were discovered. The Health Assessment Planning Detail Report assisted the client with addressing and closing approximately 60% of the immediate concern items within the first two weeks of receiving the inspection report.
The inspection teams encountered a few conveyors with inaccurate paths on the customer-supplied layout. While not part of the scope of work, the inspection teams did perform a brief field check and update of the affected layout and provided that information to the client as a courtesy.
BOTTOM-LINE RESULTS:
25 IP&F Conveyors Assessed
4 VDLs Assessed
440 Issues classified as reportable discovered
181 Issues classified as requiring immediate or near-term repair or replacement
19 Issues classified as critical
Over 100 Issues resolved within the first two weeks of receiving our inspection report
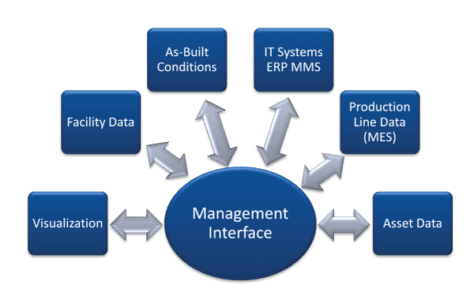
The Amazon/Google business model has changed how organizations approach their warehousing and distribution operations. Many firms will try and copy this model only to fall short and create additional challenges. Small and midsize firms’ introduction into E-fulfillment does not have to include exorbitant amounts of time and money. The rise of boutique software solutions and best in class processes allow companies to quickly compete in this market.
The systemic opportunity afforded to small and midsize firms has grown significantly over the last few years. In the past, to “play with the big dogs” firms had to spend a significant amount of capital to ensure systems were in place to achieve best in class. Software firms enjoyed bundling their approach to ERP/MES systems and forced companies to pay for functionality that simply is not needed by smaller operations.
Thankfully, there are a handful of solution providers that allow smaller companies to enjoy customizable platforms that fall significantly below cash outlays for larger solution platforms (Oracle/SAP). If you are simply trying to provide visibility into your operations by capturing real-time transactional data, moves, and consumption, why deploy a full ERP?
Some software providers now allow separate standalone modules to satisfy basic needs at a fraction of the cost. This can dramatically change the opportunity for companies to quickly advance visibility into their operations. However, make sure your provider has the capability to add the necessary functionality that will allow them to grow with your business.
At a minimum, those looking to expand their E-Business should ensure their software providers offer:
Inventory Control and Management
Real-Time Transactional Capabilities
Basic Picking Logic – locations / sequenced route
Dispatch production, generate picklist
Kitting – pick together in sequence before job delivery to production
BOM Management and Revision Tracking
Customized Reports
Receiving and Shipping
Comparing POs with received material
Tracking discrepancies
Process Execution Management – routings, work instructions, progress tracking
As you grow your business you should have a provider that can customize the offering to then include:
Picking – Utilizing advanced routing logic
Wave, zone, batch, etc.
Warehouse Logistics
Directed Put-away
Zone logic for storage
Lot Control – shelf life, expiration, etc.
FIFO / FEFO
Order Allocation and Order Management
Containerization
Labor Management
Tool and Resource Management (TRM)
Yard Management
A customizable MES/WMS offers the proper data collection to make informed decisions for optimizing your operations. Take the time to investigate a more “boutique” approach to a customizable system solution. This type of phased approach will get you in the game quickly and allow sustained growth for your business, without breaking the bank!
Provide engineering and Project Management support to relocate existing manufacturing operations from the existing facility in Livonia, MI to the new facility in Canton, MI.
CUSTOMER
Lyon Manufacturing
Objectives
Relocate manufacturing equipment to brand new facility.
Formulate efficient transfer plan without disruption of sales or productivity.
Analyze current layouts and design warehouse material storage for increased capacity and efficiency.
Develop the detailed facility requirements to support manufacturing process in the new building.
Provide dedicated field support to manage the various sub-contractors to ensure the project schedule and scope of work is maintained.
Description
Provide field support to coordinate all installation and equipment relocation tasks with team to ensure a smooth transition, provide daily progress updates, and verify the functionality of the equipment after installation.
“Bottom Line” Results
Successful relocation of required equipment from old facility to new facility.
Bid packages for Lyon for the successful completion of office relocation in the new facility.
All construction and installation coordination completed on time.
All facility, timing and budget criteria successfully met.
DSI has grown steadily over the past 23 years into one of the industry’s premier manufacturing process engineering companies. From our perspective, the world is indeed getting smaller, as is evident by the demand for our people and services around the world. Although there are many countries with a wealth of graduating engineers in various fields, the manufacturing engineering skills and experience we have developed here in the Motor City are sought not only by automobile manufacturers but also a variety of manufacturing companies around the world.
I credit our longevity and success to maintaining our focus on providing quality work and continually developing new services to support the needs of our customers. We have maintained a core group of long term dedicated employees with many of us having over 20 years of service with DSI. Our experienced staff welcomes the opportunity to support you with your manufacturing engineering or project integration needs.
I want to thank all of you – our customers – for your support and encourage you to give me a call if you have any questions on the many engineering services we provide.
Sincerely,
Dan Birchmeier
Director of Sales and Marketing
What’s Inside:
Some of DSI’s services to consider for your facility improvement projects:
Develop a “Strategic Alliance” Support Team for GMVO Paint Engineering Group’s procurement of a new paint shop. Team responsibilities included program administration, scheduling activities, financial control, document control, program safety support and training coordination.
Description
GMVO Paint Engineering Group planned to procure a new paint shop facility, including all building and process requirements, from a single full-service contractor, rather than using multiple vendors for engineering, site construction, building construction, equipment installation, etc. The initial screening of contractors for capability of performance was the responsibility of GMVO Paint Engineering.
GMVO Paint Engineering needed a knowledgeable engineering/construction resource during the team engineering, site construction and facility activation stages.
“Bottom Line” Results
A Design Systems “Strategic Alliance” Support Team Concept was developed for the new GMVO Paint Shop that permitted the client flexibility of resource management without incurring additional fixed program costs. The concept included:
Engineering resources provided by the OSI team working parallel engineering studies with the full-service contractor engineering team. These parallel studies permitted the client to examine numerous alternatives offline without impacting the primary scheduling timeframe.
Alternate layout configurations being developed by the OSI Team based on site topography. This effort resulted in the client being able to reduce site preparation by approximately 30,000 cubic yards of fill material and 1400 lineal feet of retaining wall.
The DSI Team was configured to provide both full time and part time personnel as required to complete engineering and construction tasks in a timely manner and at minimal cost. The team consisted of five permanent members: Program Administrator, Administrative Assistant, Scheduler, Financial Controller and Document Controller. Six part time members were assigned to Miscellaneous Paint Process, MSQ Document Control, Electrical Controls, Contract Cost Management, Information Systems and Administrative Launch Assistance.
Evaluate and prove the systems’ ability to meet throughput objectives of 90 JPH “gross” and 77 JPH “average yield.”
Identify any deficiencies (bottlenecks) in cell flow as well as potential improvements to the cell design.
Define the effects of downtime, part shortages and operator efficiency.
Description
A base model was developed for each of the subassembly cells under study. The base model simulation was run without the effects of downtime to verify that objective #1 was achieved and that input parameters were correct. Based on a random approach, downtime effects were applied to the model, and changes in the system behavior were recorded. This allowed the identification of system bottlenecks from statistical data. “What-if” scenarios were then performed on the simulation model to determine how the effects of downtime, material shortages and operator overcycles can be offset, thereby improving throughput.
“Bottom Line” Results
System Throughput: 78.5 JPH Base model
Downtime Applied: 73.9 JPH
Early and Late Breaks: 64.9 JPH
Part Shortages On: 59.3 JPH
Quality Issues On: 47.4 JPH
Station 13 identified as the system bottleneck. Part 14957 shortage significantly affected throughput.
Eliminating material shortages associated with part 14957 –> resulted in 52.1 JPH
Replacing Station 13 fixed conveyor with an accumulating conveyor –> resulted in 52.8 JPH
Improving Station 13 and Robot 11 cycle time to 40 sec –> resulted in 59.5 JPH
Eliminating early and late breaks –> resulted In (;1.4 JPH
Eliminating quality issue problems and resulting delays –> resulted in 84.2 JPH